一、熱透鏡效應(yīng)
光學(xué)元件受激光束連續(xù)照射較長時間后,由于溫度升高產(chǎn)生熱變形,進(jìn)而引起透過型光學(xué)元件的折射率和反射型光學(xué)元件的反射方向發(fā)生變化。熱透鏡效應(yīng)會改變激光焦點(diǎn)(束腰)的位置,進(jìn)而影響應(yīng)用效果。
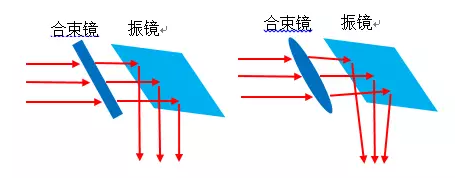
對于脈沖光纖設(shè)備,激光從激光器的隔離器(透過型)輸出后,主要經(jīng)過紅光合束鏡片(透過型)、振鏡(反射型)和f-θ場鏡(透過型)這些光學(xué)元件。由于透過型光學(xué)元件的熱透鏡效應(yīng)更明顯,因此接下來主要針對激光器、紅光合束鏡片與場鏡做相應(yīng)分析。
紅光合束鏡熱透鏡前后對比
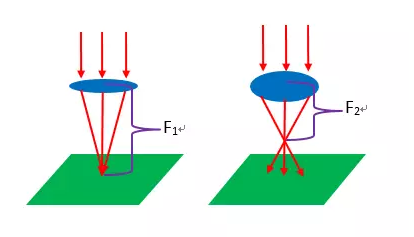
場鏡熱透鏡前后對比
二、熱透鏡效應(yīng)的影響
產(chǎn)生熱透鏡效應(yīng)時,光學(xué)元件受熱膨脹,出現(xiàn)聚焦能力變強(qiáng),聚焦光斑尺寸變小,焦距和焦深變短現(xiàn)象。這些現(xiàn)象的產(chǎn)生,最終會造成打標(biāo)不穩(wěn)定,影響打標(biāo)效果。通過脈沖光纖激光器的幾個典型應(yīng)用分析熱透鏡效應(yīng)的影響:
1.氧化鋁打黑:
發(fā)生熱透鏡效應(yīng)時,焦距變短,材料表面能量密度降低,氧化鋁打不黑,嚴(yán)重時出現(xiàn)中心和邊緣效果黑度不一致現(xiàn)象。
2.金屬深雕:
金屬深雕一般使用焦距(焦深)短的場鏡,當(dāng)高功率深雕時,由于熱透鏡效應(yīng),材料處能量密度迅速下降,造成金屬打雕不深。由于光學(xué)元件中心比邊緣膨脹大,出現(xiàn)中心淺,四周深現(xiàn)象(深度不一致)。
3.薄片切割:
根據(jù)不同的材料,脈沖光纖激光器切割薄片通常采用單次慢速或多次快這兩種方法。熱膨脹與冷卻回縮可以在很短時間(<1S)內(nèi)發(fā)生,因此切割時出現(xiàn)起始位置可以切穿,其它位置切不穿材料。
4.金屬薄片焊接:
對于高功率脈沖光纖激光器焊接金屬薄片(<0.6mm),通常采用圓形螺旋線填充的方式焊接。熱透鏡效應(yīng)會造成焊點(diǎn)大小不一致,拉拔力不夠。
三、熱透鏡效應(yīng)的測量
不同材質(zhì)的光學(xué)元件,熱膨脹系數(shù)不一樣,因此對于不同配置的激光系統(tǒng),應(yīng)用于不同的材料,熱透鏡效應(yīng)的程度都不一樣。既然熱透鏡效應(yīng)不可避免,那么將熱透鏡程度進(jìn)行量化,設(shè)定標(biāo)準(zhǔn)就顯得極其重要。焦距的變化反映出熱透鏡的程度,下面通過兩種方法去測量焦距的變化:
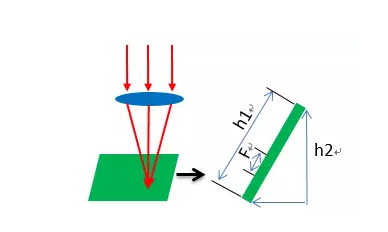
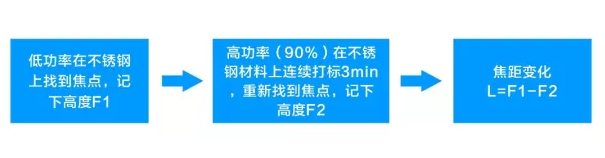
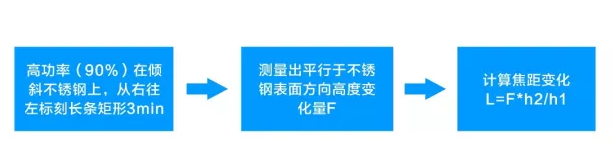
1.調(diào)焦法:
 優(yōu)點(diǎn):操作簡單,可以大致測量出焦距變化量
缺點(diǎn):由于焦深的存在,高度F1與F2存在一定的誤差,因此焦距變化量L不太準(zhǔn)確,可以通過多次測試減小誤差;高功率下打標(biāo),光太強(qiáng),不易重新找到焦點(diǎn)位置
2.打標(biāo)效果測量法:
優(yōu)點(diǎn):操作簡單,可以大致測量出焦距變化量
缺點(diǎn):由于焦深的存在,高度F1與F2存在一定的誤差,因此焦距變化量L不太準(zhǔn)確,可以通過多次測試減小誤差;高功率下打標(biāo),光太強(qiáng),不易重新找到焦點(diǎn)位置
2.打標(biāo)效果測量法:
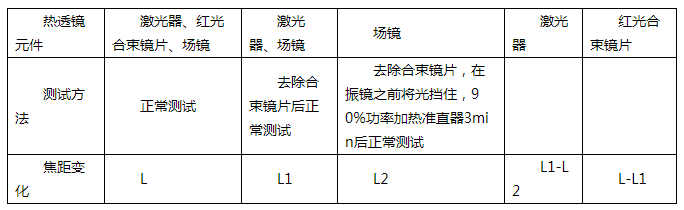
測試方法示意圖
通過如下操作,可以測出各個光學(xué)元件熱透鏡的程度:
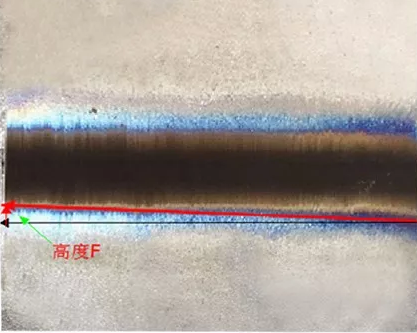
打標(biāo)效果圖
四、熱透鏡效應(yīng)的改善
功率越高或標(biāo)刻高反材料,光學(xué)元件受熱膨脹越迅速,熱透鏡越明顯。改善熱透鏡,可以在激光器、場鏡和紅光合束鏡片三方面著手:
1.激光器:
準(zhǔn)直器的光學(xué)透鏡使用石英材料,減小熱膨脹系數(shù);定期清潔激光器輸出頭的保護(hù)鏡片,避免雜質(zhì)污染。
2.場鏡:
使用中高功率(≥100W)脈沖光纖激光器,建議場鏡選用復(fù)合材料或石英材料;定期檢查和清潔場鏡的保護(hù)鏡片,避免雜質(zhì)污染或損傷。
激埃特光電是國內(nèi)最專業(yè)的光學(xué)器件生產(chǎn)廠家,從事光學(xué)元部件,光機(jī)電系統(tǒng)的研發(fā)和生產(chǎn),
產(chǎn)品涉及光學(xué)透鏡,光學(xué)棱鏡,柱面鏡;紅外硒化鋅,硅,鍺窗口和透鏡;各種精密光學(xué)濾光片等。
公司主要產(chǎn)品廣泛用于高精度精密光學(xué)設(shè)備,激光加工設(shè)備,
以及醫(yī)療美容,攝影器材,機(jī)器視覺,激光測距,條碼掃描等領(lǐng)域。